聊城市茌平区百家饭餐饮配送服务有限公司

全国咨询热线:
12580395162

一整的影像测量仪的装配首先从机架开始。像小型的二次元仪器的机架结构体积小,结构也不算复杂。总体整机长宽高都不超过1米。因此它的机架会大那些大行程的机架轻些。而且在组装及加工的过程中,耗时也相对来说比较少。但无论是大机型还是小仪器,它们的机架都是用铝合金材质锻铸而成。然后经过工人的手工外表初步打磨,车孔,攻牙,去导角,表面处理等各种工艺。对于一些重点精确部位必须要用到电脑锣。精密的要求有的公差要求达到1个丝。这种要求在机械制造过程中是十分精密的了。测量仪是一个多学科交叉、知识密集、资金密集的高技术产业。江西进口三次元测量仪代理
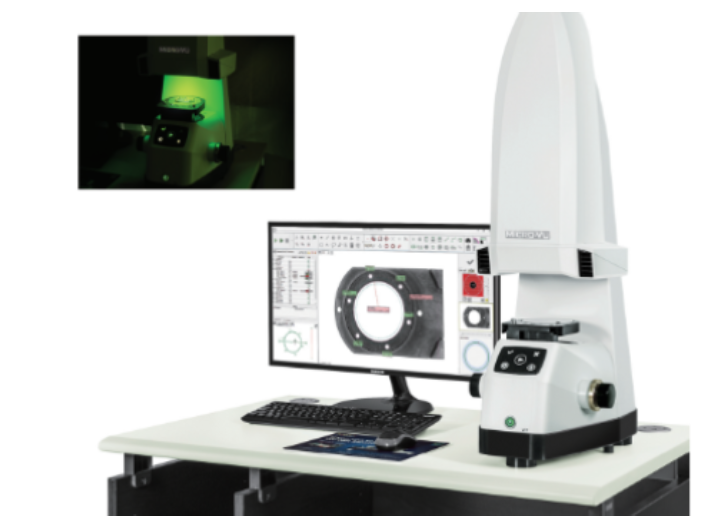
测量仪先通光学系统将物体的像成在CCD上,再转换成视频图像,显示在液晶屏上。因CCD面阵尺寸的限制,测量仪屏幕的视场较小,加之,屏面材质和影像倍率不是整数等原因,不能实现屏上测量功能。如果采用工作台坐标测量,由于榫头形状由9条直线和8段圆弧组成,需要采集几十个坐标点,通过软件计算出每一段直线和圆弧的位置和半径,逐个元素进行数据比较,不光操作烦琐,效率低,而且不如综合评定效果直观。投影仪的投影屏尺寸从Ф250mm到Ф1500mm,具有不同规格;而测量仪液晶显示器的屏幕尺寸一般光局限于300毫米左右,对于需要大屏幕容纳的对象,就无能为力了。但是测量仪比投影仪有下列优点:采用低功率照明,无需冷却装置并且节能;很容易做到高倍率,善于观察细节。特别在反射照明和高倍率时,影像的照度比投影仪要高得多,因此,反射影像更加清晰。此外,可实现图像存储。肇庆测量仪厂家测量仪要经常进行清洁。
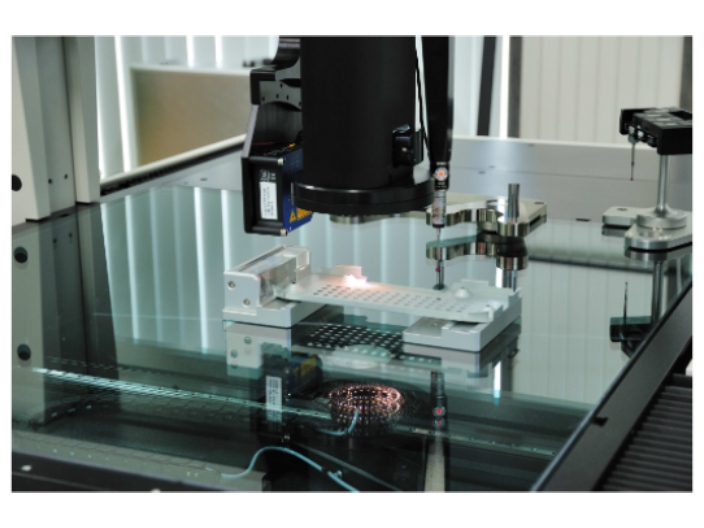
影像测量仪在盲孔测量的应用方案。千分尺测量法。选取与内孔直径大小合适的光滑塞规插入并测量,计算公式为:孔深=塞规长度+零件长度—塞规插入内径后零件的总长,间接测量得到深度测量值。卡尺测量法。选取已知长度的光滑塞规插入并用卡尺的尾部测量露出部分的长度,计算公式为:孔深=塞规长度-塞规插入内孔后剩余的长度,间接得到深度测量值。以上两种方法测量时间长,过程操作误差大,读数不直观,不适于批量零件的高效测试。影像测量仪利用影像测头采集工件的影像,并将这些图像转变为数字信号,提交给计算机进行处理。在影像探测系统中,合适的亮度和对比度是佳成像的关键。在实际应用中,一般需要专门使用的照明装置才能获得合适的亮度和对比度,光源和照明方案的好坏,往往会决定整个影像探测的成败。
二次元影像测量仪和三坐标测量机在使用中,我们会根据仪器的操作方式,进而将它们分为手动型和自动型的二次元、三坐标,而在现今的市场上,我们使用更为普遍的是CNC二次元与CNC三次元,因为它们能够更为精确的检测出我们所需的参数与数据,操作也更加的方便。在精密测量仪器的常用仪器中,除了二次元测量仪和三次元测量仪之外,还有一种特殊的高精度测量仪,这就是介于二次元与三坐标之间的2.5次元,它是在二次元的基础上加装了探针,以此来实现简单的三维检测的功能,这也是我们称之为2.5次元的原因。测量仪电源插座必须有接地线。
现代影像测量仪被普遍企业使用,不过测量仪能取代投影仪吗?影像测量仪也称视频测量仪,简称“测量仪”,其结构和测量对象与测量投影仪相似。有些测量仪将液晶屏搬到主机上,外观几乎和投影仪没有区别。测量仪自上世纪末诞生以来,产品发展很快,挤占了投影仪的部分销售市场,那么发展下去,测量仪将全方面取代投影仪吗?投影仪具有工作台坐标测量和屏上测量两种功能,而测量仪光具有工作台坐标测量功能。投影仪的光学成像清晰、视场大、放大倍率准确,因此,可以直接在投影屏上进行尺寸和形状测量。屏上测量功能包括:在投影屏上用玻璃刻度尺直接量取尺寸,和用投影屏上的放大图与影像进行比较测量。用放大图测量的典型实例发动机叶片榫头。可利用事先绘制的放大图铺在影屏上直接与榫头影像形状进行比较,方便且直观。如果图上画出公差带,合格与否,更是一目了然。放大图测量方式特别适用于多元素复合轮廓的测量。测量仪一般不适于有阳光的直射方向。江西进口三次元测量仪代理
测量仪测量误差也会减少很多,重复性也会很大方面改善。江西进口三次元测量仪代理
影像测量仪利用非接触式影像测头进行测量,通过数字图像处理技术提取各种复杂形状工件表面的坐标点,再利用坐标变换和数据处理技术转换成坐标测量空间中的几何元素,从而计算得到被测工件的实际尺寸、形状和相互位置关系,针对密封条较软产品,能根据客户工件需求编程并自动非接触测量,具有高效、高精度、非接触等特点,有效提高了汽车密封条的产品质量。随着汽车行业的需求增大,市场上还出现了专门使用检测汽车密封条的影像测量仪,现在影像测量仪已成为了汽车密封条不可缺少的计量检测设备了。江西进口三次元测量仪代理
ABOUT US
聊城市茌平区百家饭餐饮配送服务有限公司












